تصلب الفولاذ التعريفي آلة تصلب لتبريد السطح وتلطيف
![]()
يمكن تعريف التصلب ببساطة على أنه أي عملية يتم من خلالها زيادة صلابة المادة وتقليل ليونة.يمكن القيام بذلك من أجل تقوية الأسطح عالية التآكل وإطالة عمر خدمة الأجزاء.على الرغم من وجود عدد من الطرق المختلفة للتصلب والتي قد تكون مناسبة إلى حد ما اعتمادًا على المادة المستخدمة ، غالبًا ما يتم استخدام تقنية الحث في عملية تصلب تُعرف باسم التبريد والتلطيف.
التسقية والتلطيف هي عملية تصلب لا يمكن إجراؤها إلا في الفولاذ الكربوني المتوسط إلى العالي.يتم تسخين الفولاذ إلى درجة حرارة عالية بما يكفي لتغيير الهيكل البلوري للحديد من الفريت إلى الأوستينيت.في هذه الحالة البلورية المتغيرة ، يكون الفولاذ قادرًا على إذابة المزيد من الكربون أكثر مما يمكن أن يذوب.يتم بعد ذلك إخماد الصلب باستخدام الماء أو الزيت ، أو في حالة معدات الحث ، محلول بوليمر مائي.تعمل عملية التسقية هذه على تبريد الفولاذ بسرعة مما يمنع تكوّن رواسب الكربون والتي يمكن أن تقلل من الصلابة النهائية للفولاذ.بمجرد أن يبرد الفولاذ إلى درجة حرارة منخفضة بدرجة كافية ، يحاول الهيكل البلوري العودة إلى حالة درجة الحرارة المنخفضة.في هذه المرحلة ، قام الفولاذ بحل كمية من الكربون أكثر مما يمكنه الاحتفاظ به في حالته الأصلية منخفضة درجة الحرارة ، لذلك يتحول إلى بنية بلورية مختلفة تسمى مارتينسيت.مارتينسيت صعب للغاية بسبب وجود هياكل بلورية مشوهة وزيادة تشبع الكربون.في هذه المرحلة ، يكون الفولاذ شديد الصلابة ولكن نتيجة لذلك ، فهو أيضًا هش للغاية.تتضمن عملية التقسية تسخين الصلب احتياطيًا إلى درجة حرارة أقل بكثير من أجل تقليل الصلابة بشكل طفيف ، وبالتالي تقليل الهشاشة.تعتمد درجة الحرارة التي يتم فيها تسخين الفولاذ على مقدار الصلابة التي يحتاجها الفولاذ للاحتفاظ بها.بمجرد تحقيق الصلابة المطلوبة ، يتم تبريد الفولاذ مرة أخرى لمنع الحرارة المتبقية من زيادة تلطيف الفولاذ.
تستخدم آلة التصلب بالحث لتصلب السطح ومن خلال التصلب ، عن طريق التصلب الثابت أو التصلب بالمسح الضوئي وفقًا لنوع مختلف من قطع العمل مثل الأعمدة ، والعتاد ، والاقتران ، وأقراص الفرامل ، والسلاسل ، واللفائف ، والأنابيب ، والألواح ، والقضبان ، إلخ ، ويسمح التسخين التعريفي بالحرارة للتطبيق على منطقة معينة من الجزء ، فإن التصلب الدقيق في منطقة معينة يضمن جودة تصلب جيدة.
يتكون نظام التصلب التعريفي GY من آلات التقسية التعريفي الرأسية والأفقية والصينية والدوارة والمخصصة.تتوفر هذه الآلات من الآلات الصغيرة المحملة يدويًا إلى محطات التقسية الأوتوماتيكية الكبيرة مع خرج طاقة المحول الحثي 80kW-500kW ونطاق واسع من التردد.
![]()
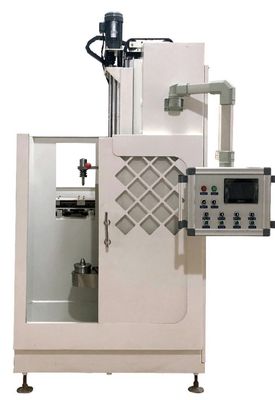
تفاصيل سريعة:
| اسم | رذاذ التبريد آلة تقسية التعريفي آلة لتلطيف العتاد | طلب | تبريد وتلطيف |
| الوزن الصافي | 900 كجم | طريقة التبريد | الغمر الهيدروجين |
| البعد | 1100 * 900 * 2000 | شهادة | CE ، SGS |
المعايير الفنية:
الحد الأقصى لقطر مادة التبريد: 300 مم
الحد الأقصى لوزن قطعة العمل: 50 كجم
سرعة تشغيل قطعة العمل: 1-30 ملم / ثانية
سرعة هبوط قطعة العمل: 120 مم / ثانية
سرعة المحور الرئيسي: 1-200r / min
قوة المحرك للمحرك الرئيسي: 1.5kw
طريقة التبريد: الغمر ، الهيدروجين
وزن الجهاز: 900 كغ
الابعاد: 1100 * 900 * 2000
وضع الإرسال: دوران ميكانيكي
![]()
مزايا التسخين والتعجيل بالحث:
غالبًا ما تستخدم تقنية الحث في إجراءات التبريد والتلطيف حيث توفر المزايا الأكثر وضوحًا.يتطلب هذا الإجراء قدرًا كبيرًا من الدقة في كل من تسخين وتبريد الفولاذ من أجل تحقيق ملف الصلابة المطلوب.حتى الاختلافات الصغيرة للغاية في الإجراء مثل التسخين لمدة ثانية طويلة جدًا أو التبريد عند درجة حرارة خاطئة يمكن أن تؤدي إلى اختلافات كبيرة من جزء إلى آخر.لهذا السبب ، يصبح التحكم الدقيق في العملية أمرًا بالغ الأهمية.توفر تقنية الحث تحكمًا أكبر من أي طريقة تسخين أخرى.
توفر المعالجة التلقائية للمكونات وتثبيتها للتسخين والتبريد معدلات إنتاج عالية وتساعد على تحقيق نتائج متسقة جزءًا تلو الآخر.يعد الحث أسرع طريقة للتصلب والمعالجة الحرارية.نتيجة لذلك ، تنتج العملية الحد الأدنى من التشويه ، وعدم إزالة الكربنة السطحية ، والبنية الدقيقة للحبوب الدقيقة ، وأنماط الصلابة التي يتم التحكم فيها بدقة.الحث هو الحل الأمثل لأي منشأة تتطلع إلى زيادة الإنتاج إلى المستوى التالي.
![]()
تصلب الحثهي عملية التسخين التي تزيد من صلابة وقوة الشد للمواد الحديدية بينما يتم استخدام التقسية التعريفي لزيادة صلابة السبائك القائمة على الحديد.عادة ما يتم إجراء التقسية بعد التصلب لتقليل بعض الصلابة الزائدة.
![]()
![]()
خدماتنا
خدمة ما قبل البيع.
خدمة في البيع.
خدمة ما بعد البيع.