DSP Digital Control Pannel التعريفي آلة لحام للصلب Stainess إلى النحاس
![]()
آلة لحام الحث
الحث بالنحاس هو طريقة لربط قطعتين من المعدن مع معدن حشو مصهور ثالث.يتم تسخين منطقة الوصلة فوق نقطة انصهار معدن الحشو ولكن أقل من نقطة انصهار المعادن التي يتم ربطها ؛يتدفق معدن الحشو المنصهر في الفجوة بين القطعتين المعدنيتين الأخريين عن طريق عمل شعري ويشكل رابطة معدنية قوية أثناء تبريده.من بين جميع الطرق المتاحة لربط المعادن ، قد يكون اللحام بالنحاس هو الأكثر تنوعًا.تتمتع الوصلات النحاسية بقوة شد كبيرة - فهي غالبًا أقوى من المعدنين المرتبطين ببعضهما البعض.تعمل الوصلات النحاسية على صد الغاز والسائل ، وتتحمل الاهتزازات والصدمات ولا تتأثر بالتغيرات العادية في درجة الحرارة.نظرًا لأن المعادن التي يتم ربطها لا يتم صهرها بنفسها ، فإنها ليست مشوهة أو مشوهة بطريقة أخرى وتحتفظ بخصائصها المعدنية الأصلية.نظرًا لأن الوصلات النحاسية تتمتع بمظهر نظيف للغاية ومجهز جيدًا ، فإن اللحام بالنحاس الحثي غالبًا ما يكون عملية الربط المفضلة لتصنيع تركيبات السباكة والأدوات ومعدات البناء الثقيلة والمنتجات الاستهلاكية عالية الجودة.هذه العملية مناسبة تمامًا للانضمام إلى المعادن غير المتشابهة ، مما يمنح مصمم التجميع المزيد من خيارات المواد.يمكن تصنيع التركيبات المعقدة على مراحل باستخدام معادن حشو ذات نقاط انصهار منخفضة تدريجيًا.يعتبر الحث النحاسي سريعًا واقتصاديًا نسبيًا ، ويتطلب درجات حرارة منخفضة نسبيًا وقابل للتكيف بشكل كبير مع مبادرات التشغيل الآلي والتصنيع الخالي من الهدر.
متطلبات الطاقة:
تعتمد الطاقة المطلوبة لتسخين قطعة عملك على:
بعد أن نحدد الطاقة اللازمة لتسخين قطعة العمل الخاصة بك ، يمكننا تحديد معدات التسخين بالحث الصحيح مع مراعاة كفاءة اقتران الملف.
![]()
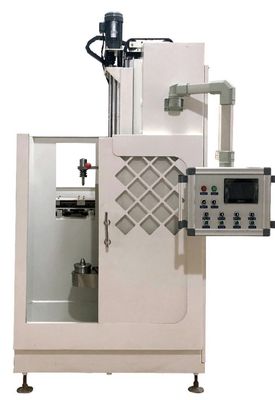
معلمات معدات اللحام بالحث الرقمي DSP مع شاشة تعمل باللمس
| نموذج | GYS-120AB (ثلاث مراحل) |
| قوة العمل | 340 فولت - 430 فولت |
| أقصى تيار الإدخال | 180 أ |
| انتاج الطاقة | 120 كيلو واط |
| تردد متقلب | 10-50 كيلو هرتز |
| التيار الخارج | 400-4500 أ |
| معدل تدفق مياه التبريد | 0.08-0.16 ميجا باسكال 12 لتر / دقيقة |
| نقطة حماية درجة حرارة الماء | 50 ج |
| حجم المنتج | رئيسي: 870x695x1050mm |
| المحول: 850x420x750mm | |
| الوزن الصافي | رئيسي: 123 كجم |
| محول: 84 كجم |
![]()
![]()
![]()
مزايا آلة النحت التعريفي
بالإضافة إلى الفوائد العامة التي يجلبها التسخين التعريفي إلى أي عملية تسخين تقريبًا ، هناك أسباب محددة جدًا لاستخدام التسخين التعريفي للنحاس الصناعي.وتشمل هذه التسخين الانتقائي وتحسين جودة المفاصل وتقليل الأكسدة والتنظيف الحمضي ودورات تسخين أسرع ونتائج أكثر اتساقًا.
• التسخين الانتقائي
يمكن استهداف التسخين التعريفي لتوفير الحرارة لمناطق صغيرة جدًا ضمن تفاوتات إنتاجية ضيقة.يتم تسخين مناطق الجزء القريبة من المفصل فقط ؛لا يتأثر باقي الجزء.نظرًا لعدم وجود اتصال مباشر بالجزء ، فلا توجد فرصة للكسر.يتم زيادة عمر التثبيت بشكل كبير لأنه يتم التخلص من المشاكل الناتجة عن التعرض المتكرر للحرارة (مثل التشويه والتعب المعدني).تصبح هذه الميزة مهمة بشكل خاص مع عمليات اللحام بالحرارة العالية.من خلال تصميم الملف الفعال والتثبيت الدقيق والتثبيت المتسق للجزء ، من الممكن توفير الحرارة في نفس الوقت في مناطق مختلفة من نفس الجزء.
• تحسين جودة المفاصل
ينتج عن التسخين بالحث مفاصل نظيفة مانعة للتسرب عن طريق منع الحشو من التدفق إلى المناطق التي لا ينبغي لها ذلك.هذه القدرة على إنشاء مفاصل نظيفة ويمكن التحكم فيها هي أحد أسباب استخدام اللحام بالنحاس الحثي على نطاق واسع للتطبيقات عالية الدقة والموثوقية.
• تقليل الأكسدة والتنظيف
يتسبب تسخين اللهب في جو طبيعي في حدوث أكسدة وتقشر وتراكم الكربون على الأجزاء.لتنظيف الأجزاء ، كانت هناك حاجة تقليديًا لتطبيقات التدفق الذي يضعف المفاصل وأحواض تنظيف الأحماض باهظة الثمن.تحل الأفران الفراغية الدفعية هذه المشكلات ، ولكن لها قيود كبيرة خاصة بها بسبب حجمها الكبير وكفاءتها الضعيفة ونقص مراقبة الجودة.تقلل عملية اللحام بالنحاس مع الحث كلاً من الأكسدة ومتطلبات التنظيف المكلفة ، خاصةً عند استخدام دورة تبريد سريعة.
• دورات تسخين سريعة
نظرًا لأن دورة التسخين بالحث قصيرة جدًا مقارنة بالنحاس بالنحاس ، يمكن معالجة المزيد من الأجزاء في نفس الوقت ، ويتم إطلاق حرارة أقل إلى البيئة المحيطة.
• نتائج متسقة
اللحام بالنحاس هو عملية قابلة للتكرار للغاية لأن المتغيرات مثل الوقت ودرجة الحرارة والسبائك والتثبيت وموضع الجزء يمكن التحكم فيها بشكل كبير.يمكن استخدام مصدر الطاقة الداخلي لمصدر طاقة التردد اللاسلكي للتحكم في وقت الدورة ، ويمكن تحقيق التحكم في درجة الحرارة باستخدام أجهزة قياس درجة الحرارة المرئية أو أجهزة استشعار درجة الحرارة المرئية أو المزدوجات الحرارية.
![]()
أنواع المفاصل النحاسية
على الرغم من وجود مجموعة متنوعة من الوصلات النحاسية لتناسب الأشكال الهندسية والوظائف المختلفة للأجزاء والتجميع ، فإن معظم مفاصل اللحام هي اختلافات في أحد النوعين الأساسيين - مفصل المؤخرة ومفصل اللفة.لتشكيل مفصل تناكبي ، يتم وضع القطعتين المعدنيتين في حافة إلى حافة ، في ترتيب من طرف إلى طرف كما هو موضح في الصورة التالية.تعتمد قوة الرابطة إلى حد كبير على مقدار سطح الترابط ، ولكن المفصل المؤخر المشكل بشكل صحيح سيكون قويًا بما يكفي لتلبية العديد من احتياجات التطبيق.الإعداد بسيط نسبيًا ، وبالنسبة لبعض التطبيقات ، قد يكون من المفيد الحصول على سمك جزء ثابت في المفصل.
بالنسبة للتطبيقات التي تتطلب رابطة أقوى ، قد يكون من الأفضل استخدام نوع بديل من المفاصل.تتميز مفاصل اللفة بسطح ربط أكبر لأن المعدنين يتداخلان مع بعضهما البعض.لذلك يتم إنتاج رابطة أقوى.تتميز مفاصل اللفة بسمك مزدوج في منطقة المفصل ، مما قد يمثل مشكلة محتملة للتطبيقات حيث تكون المساحة محدودة.لكن بالنسبة لتركيبات السباكة والتطبيقات المماثلة ، فهذه ليست مشكلة.تساعد الطبيعة المتداخلة لمفصل اللفة في الواقع في وضع أجزاء اللحام بالنحاس ؛خاصة مع الأجزاء الأنبوبية ، يصبح المفصل ذاتي الدعم لأن أحد الأجزاء يتناسب مع الجزء الآخر.
يتم الجمع بين مزايا كلا النوعين الأساسيين في مفصل اللفة.على الرغم من أن هذا النوع من المفاصل يتطلب مزيدًا من العمل لتجميعه ، إلا أنه يتميز بسماكة واحدة وقوة قصوى ، وعادة ما يكون ذاتي الدعم
![]()
![]()
شركة GY هي الشركة الرائدة اليوم في إنتاج معدات الحث في كل من الأسواق المحلية والأجنبية.إذا كنت ترغب في شراء معدات تصلب المعادن بسعر معقول ، فمن الأفضل شراء المنتجات مباشرة من الشركة المصنعة ، دون دفع مبالغ زائدة للوسطاء.
من أجل شراء وحدة تصلب المعادن ، بسعر معقول ، يرجى الاتصال بـ GY مباشرةً ، وستتلقى قريبًا معدات موثوقة وذات تقنية عالية.
كما تقوم الشركة ببيع وحدات التقسية التعريفي ذات السعات المختلفة والتي يتم تصنيعها وفقًا لمعايير الجودة العالية.
يدرك المتخصصون في الشركة دائمًا اتجاهات السوق ، ويأخذون في الاعتبار احتياجات ورغبات العميل قدر الإمكان.سنكون قادرين على إنشاء أي من أكثر المعدات تعقيدًا وفقًا لمتطلبات العميل ، في أقصر وقت ممكن.تتميز منتجات شركتنا باستمرار بجودة عالية وموثوقية ومتانة.
كما نقدم خدمة ضمان الجودة وخدمة ما بعد الضمان بشروط متبادلة المنفعة.
![]()